Zastosowanie metod membranowych do oczyszczania ścieków olejowych.
I Wstęp Teoretyczny
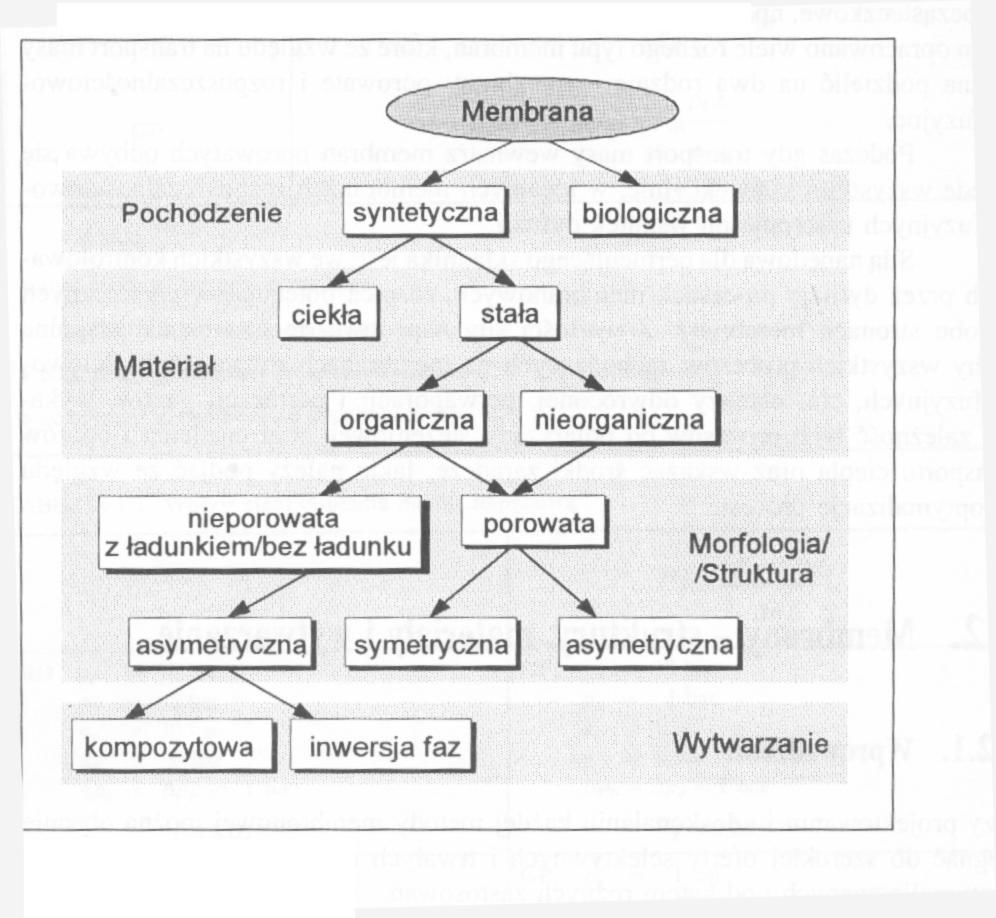
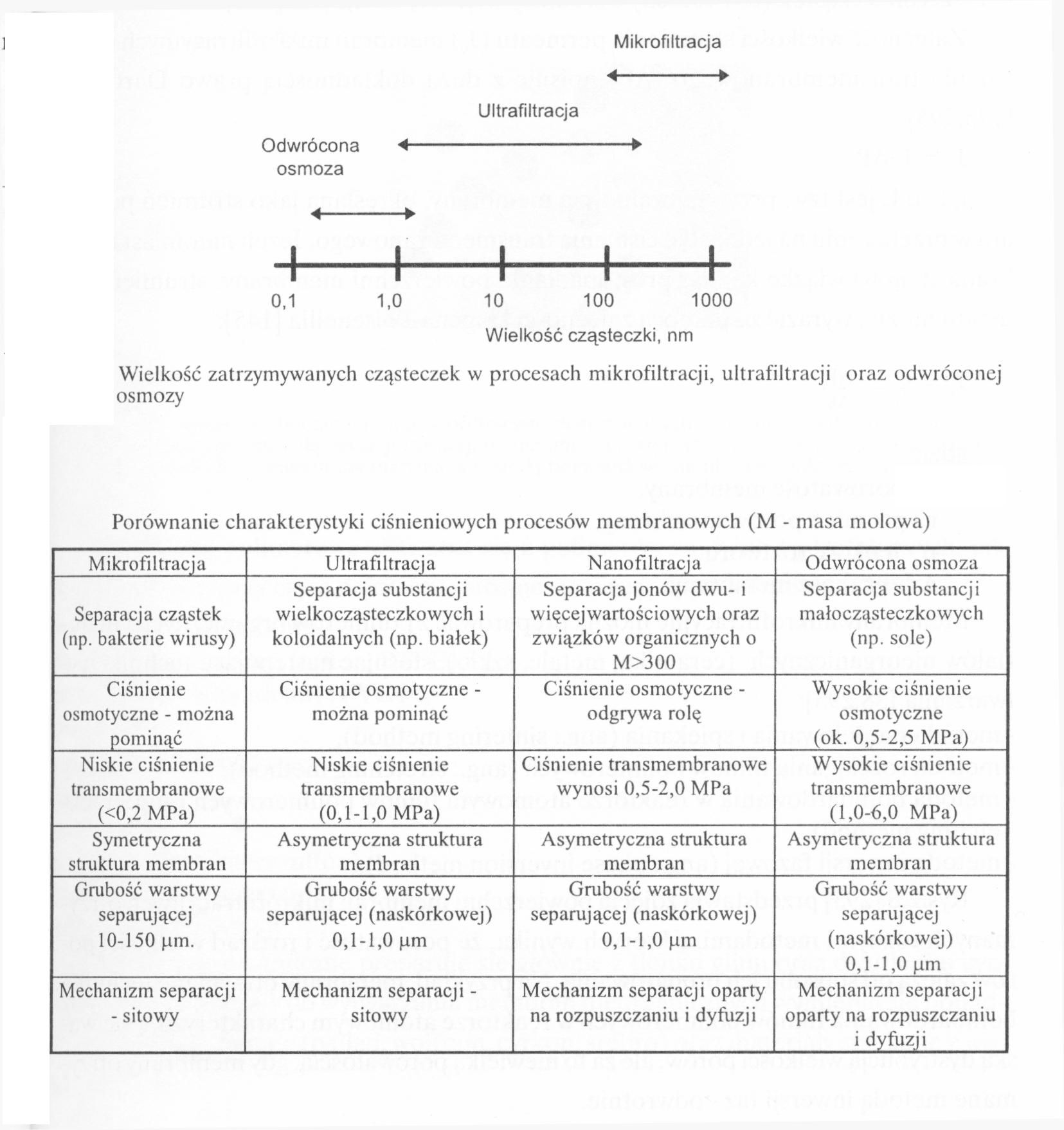
Istnieje wiele kryteriów w klasyfikacji technik membranowych, ale najczęściej stosowany i tradycyjny podział opiera się na strukturze membrany, a w związku z tym rodzaju siły napędowej procesu. Podział ten przedstawiono w Tabeli I. Wymienione tam: mikrofiltracja, ultrafiltracja, nanofiltracja i odwrócona osmoza nazywane są metodami filtracji membranowej i służą do rozdzielania i oczyszczania roztworów ciekłych. Proces rozdziału we wszystkich metodach opiera się na wykorzystaniu selektywnego działania membrany i różnicy ciśnień hydr ostatycznych panujących po obu stronach membrany. Pod wpływem tych czynników jedne składniki mieszaniny przenikają przez membranę tworząc strumień permeatu, a pozostałe tworzą strumień zatężony zwany retentatem. Różnica ciśnień hydrostatycznych panującychpo obu stronach membrany zwana ciśnieniem transmembranowym zawarta jest w granicach 0,05-0,5 MPa (w mikrofiltracji) do 1-10 MPa (w odwróconej osmozie). Metody te pozwalają na rozdzielanie różnego typu roztworów (roztwory właściwe, koloidy, zawiesiny) – Ta b ela II, zasadnicza różnica między tradycyjnym filtrem, a membraną to zdolność rozdzielania w zakresie molekularnym. Stanowią w związku z tym lepszą, ze względów ekonomicznych i ekologicznych, alternatywę dla tradycyjnych metod rozdzielania tj. destylacja, absorpcja, krystalizacja (Tabela III).
Siłą napędową procesu membranowego może być również: różnica stężeń (techniki dyfuzyjne tj. dializa, perwaporacja, permeacja gazów), różnica potencjałów elektrochemicznych (techniki prądowe tj. elektrodializa, elektroliza membranowa).
Tabela II
Podział filtracji membranowej
Tabela3

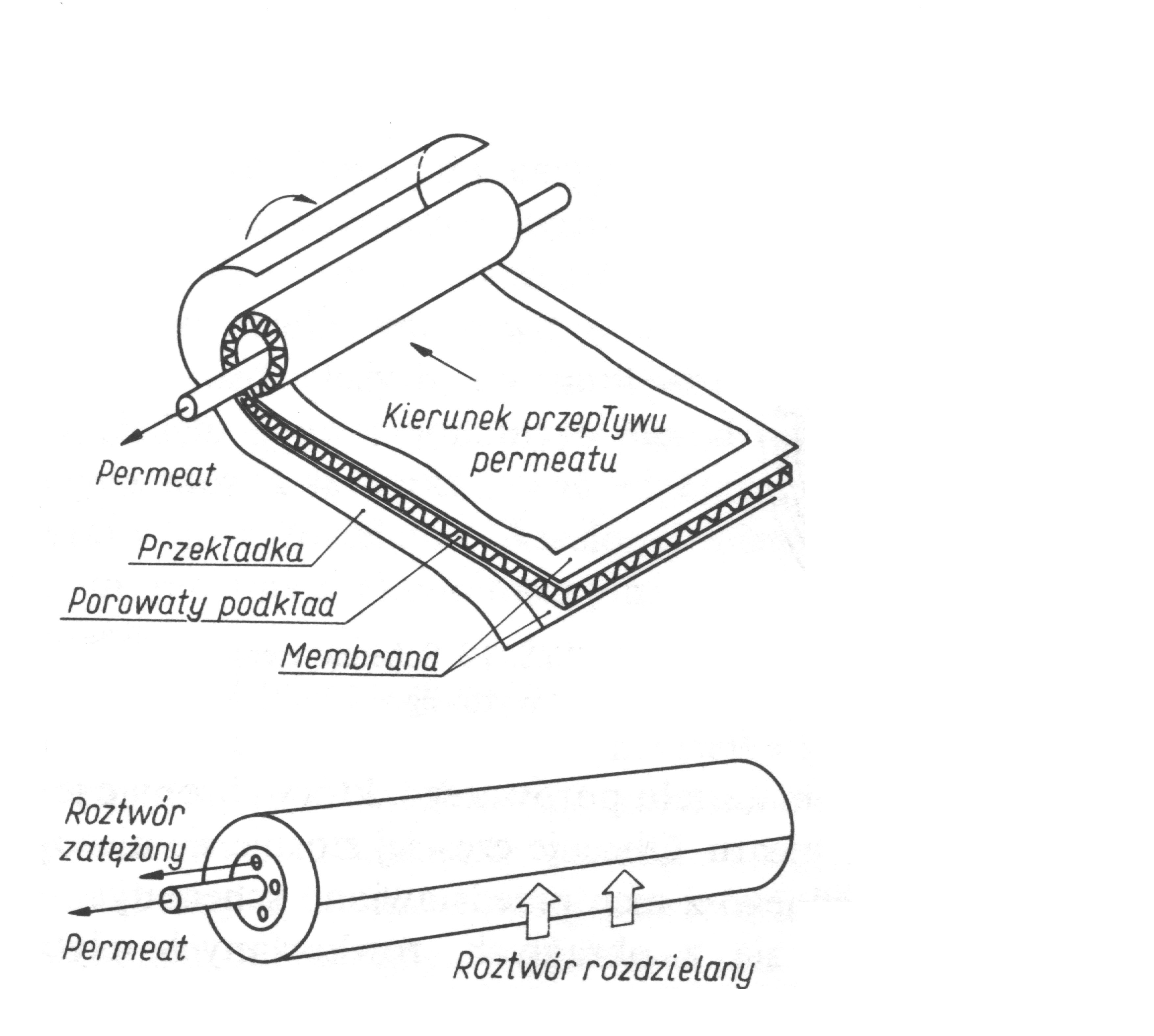
Typy modułów membranowych.

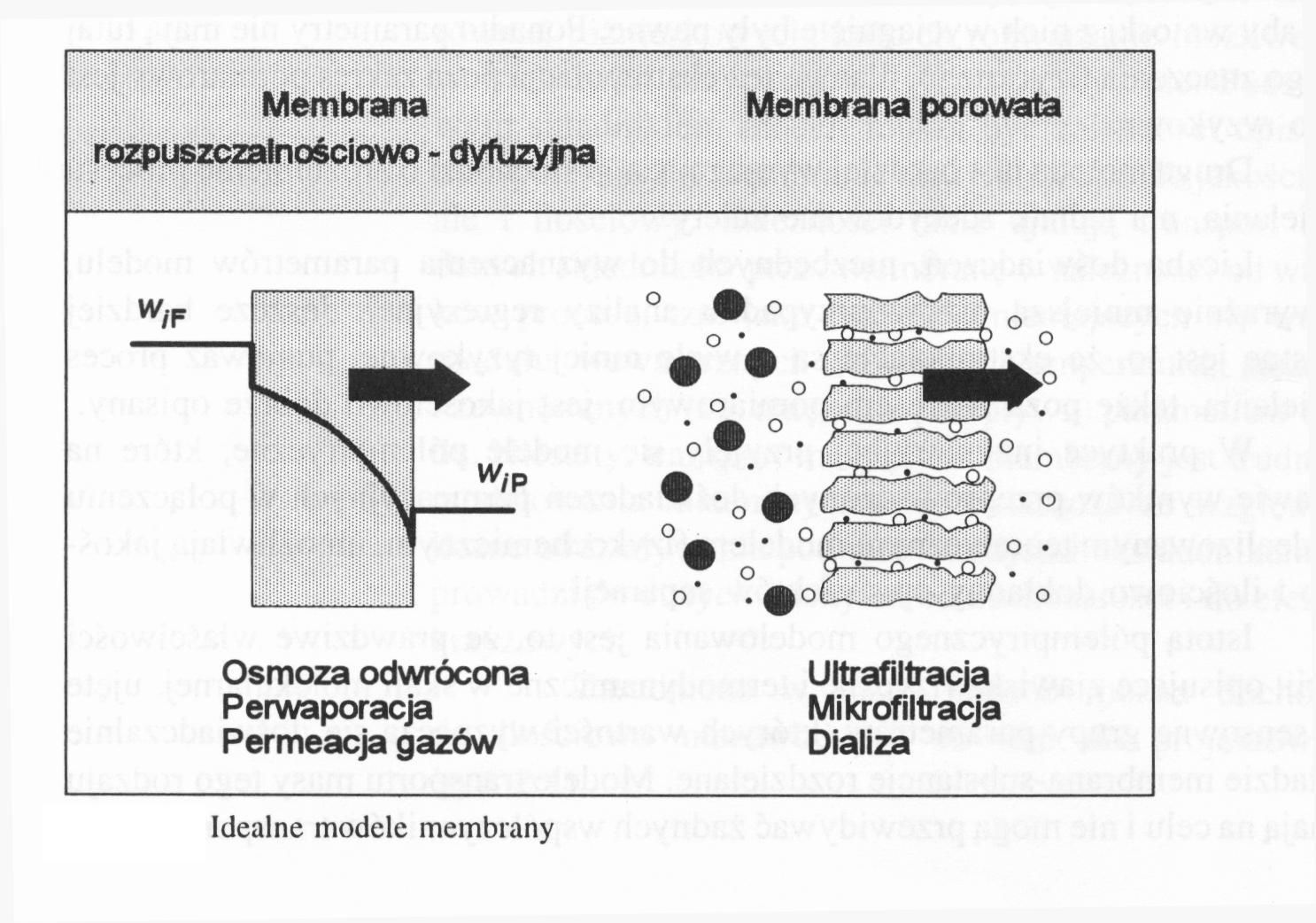
Model dyfuzyjny
Przyjmuje się, że membrana jest quasi-homogeniczna, dzięki czemu można stosować do niej teorie roztworów. Proces transportu przez membranę można przybliżyć procesem rozpuszczania w membranie i podlega prawom dyfuzji molekularnej. Siłą napędową procesu jest lokalny gradient potencjału chemicznego wynikający z różnic w stężeniach składnika mieszaniny i różnic ciśnienia hydrostatycznego po obu stronach membrany. Dwa różne związki przenikają przez membranę, ich separacja jest skutkiem zarówno różnej rozpuszczalności w membranie (prawo Nernsta) jak i różnej szybkości dyfuzji (prawa Ficka).
Oznaczając Jn – molowy strumień związku dyfundującego[mol m-2 s-1]
![]() -grubość membrany
-grubość membrany
![]() -współczynnik dyfuzji związku penetranta w membranie
-współczynnik dyfuzji związku penetranta w membranie
![]() – stężenie składnika w nadawie
– stężenie składnika w nadawie
![]() – stężenie składnika w permeacie
– stężenie składnika w permeacie
![]() - współczynnik podziału składnika między membraną, a roztworem
zewnętrznym
- współczynnik podziału składnika między membraną, a roztworem
zewnętrznym
Korzystając z praw Ficka i prawa Nernsta można wyprowadzić zależność:
![]()
Model dyfuzyjny dobrze opisuje mechanizm transportu, gdy rozmiary molekularne składnika rozpuszczonego i rozpuszczalnika są zbliżone.
Model kapilarny
Membrana trakt
owana jest jako przegroda o określonym rozkładzie porów o średniej
średnicy dk, a działanie
membrany wynika z efektów sitowych. Zależność między objętościowym
strumieniem permeatu ![]() [m 3 s-1 m -2] opisuje prawo Poiseuille’a:
[m 3 s-1 m -2] opisuje prawo Poiseuille’a:
![]()
gdzie:
![]() - grubość membrany
- grubość membrany
![]() - ciśnienie transmembranowe
- ciśnienie transmembranowe
![]() - współczynnik permeacji zależny od: liczby kapilar na jednostkę
powierzchni membrany, porowatości membrany, współczynnika geometrycznego
membrany i charakteryzuje daną membranę. Model dobrze opisuje procesy zachodzące
podczas mikrofiltracji.
- współczynnik permeacji zależny od: liczby kapilar na jednostkę
powierzchni membrany, porowatości membrany, współczynnika geometrycznego
membrany i charakteryzuje daną membranę. Model dobrze opisuje procesy zachodzące
podczas mikrofiltracji.
Model termodynamiczny
Oparte są na teorii termodynamiki procesów nieodwracalnych. Jeden z nich przyjmuje zależność zaproponowaną przez Kedema i Katchalsky’ego:
![]()
gdzie:
![]() - współczynnik filtracji
- współczynnik filtracji
![]() - współczynnik sprzężenia strumieni składników mieszaniny
- współczynnik sprzężenia strumieni składników mieszaniny
![]() - różnica ciśnień osmotycznych po obu stronach membrany
- różnica ciśnień osmotycznych po obu stronach membrany
Model
e termodynamiczne wykorzystują często przybliżenia wprowadzane przez
wcześniej opisane modele i są przedmiotem wielu prac badawczych. Szczególnie
często aplikuje się je do opisu procesu odwróconej osmozy.
Realizacj a procesów membranowych wymaga takich konstrukcji aparaturowych, aby w trakcie ich trwania uzyskiwać możliwie duży stabilny w czasie strumień permeatu o odpowiednio niskiej zawartości składnika seperowanego przez membranę. Najczęściej pojawiające się trudn ości to:
polaryzacja stężeniowa
adsorpcja na powierzchni membrany
tworzenie warstwy żelowej na powierzchni membrany
zatykanie porów membrany stałymi mikrozanieczyszczeniami
deformacja porów pod wpływem ciśnienia
Wszystkie wymienione procesy wywołują powstawanie dodatkowych oporów w stosunku do transportu poszczególnych składników roztworu.
Polaryzacja stężeniowa to zjawisko polegające na powstaniu przy powierzchni membrany warstewki roztworu o większym stężeniu substancji zatrzymywanej przez membranę, co zmniejsza efekt rozdzielania. Zjawiska tego nie da się całkowicie wyeliminować, można zmniejszyć ten efekt przez: intensywne mieszanie roztworu (np. przepływ turbulentny nadawy), wprowadzanie na membranę strumieni o niezbyt dużych gęstościach rozpuszczalnika
Adsorpcja wywołana jest powinowactwem materiału membrany do składników nadawy i dotyczy głównie związków wielkocząsteczkowych. Membrany o specjalnie modyfikowanej powierzchni, z odpowiednio dobranej substancji do natury rozdzielanej mieszaniny, zmniejszają znaczenie tego procesu.
Tworzenie
warstwy żelowej jest bezpośrednio związane z polaryzacją stężeniową i powoduje
powstawanie tzw. “placka’, którego opór narasta
w czasie i może przekraczać opór membrany. W rozwiązaniach konstrukcyjnych
zakłada się w związku z tym jako zadanie pierwszoplanowe stałe lub periodyczne
zmywanie tej warstwy (np. przepływ krzyżowy).
technologiach ocz yszczania odpadów produkcyjnych, przyczyniają się do recyrkulacji surowców i wprowadzania czystych technologii (bezodpadowych), zastępują energochłonne metody rozdzielania. Obserwuje się systematyczny wzrost liczby technologii membranowych stosowanych w pr zemyśle i burzliwy rozwój rynku membran i modułów membranowych. Główne korzyści związane z zastosowaniem technik membranowych to:
niskie zużycie energii, wynikające z uniknięcia przejść międzyfazowych
brak odpadowych strumieni
łatwość powiększania skali (moduły)
możliwość prowadzeniu procesu w sposób ciągły
łatwość łączenia procesów membranowych z innym
możliwość prowadzenia procesu w łagodnych warunkach
Spośród wielu zastosowań technik membranowych warto wymienić:
Instruk cja do ćwiczenia
Celem ćwiczenia jest sprawdzenie przydatności mikrofiltracji jako metody rozdzielania mieszaniny emulsyjnej olej w wodzie, znalezienie warunków optymalnych dla prowadzenia procesu oraz sprawdzenia przydatności metody w rozdzielaniuemulsyjnych mieszanin poreakcyjnych.
Stosowana
w ćwiczeniu membrana jest membraną węglową mikroporowatą Micro CARBOSEP
40 M14 o rozmiarze porów
f =0.14
m
m z aktywną warstwą zbudowaną z ZrO 2
wbudowana w moduł rurowy o długości 40 cm i średnicy D= 0.687 cm
i powierzchni
aktywnej 80 cm2 produkcji Tech Sep. Francja.
Schemat instalacji stosowa
nej w ćwiczeniu przedstawiono poniżej
Wykonanie ćwiczenia:
| Sprawozdanie z ćwiczenia nr. | Data wykonania ćwiczenia |
| Asystent prowadzący ćwiczenie | Data oddania sprawozdania |
| Wykonujący ćwiczenie. | . |
| Tytuł ćwiczenia | . |
|
1. Cel ćwiczenia. 2. Przestudiowana literatura dotycząca ćwiczenia. 3. Teoretyczne podstawy eksperymentu. 4. Opis eksperymentu zawierający: a) blokowy (uproszczony) schemat aparatury5. Opracowanie wyników: a) równania reakcji,6) Dyskusja otrzymanych wyników. 7) Wnioski ( między innymi, czy cel ćwiczenia został osiągnięty). |
Stronę sfornmatował A.M.